
THE ROLE OF CONVEYORS IN FOOD PROCESSING
Food conveyors play a vital role in transporting your products or materials through various stages of the process.
In the wake of the pandemic, the significance of conveyors has become even more pronounced.

Recent reports indicate that approximately 75% of food processing manufacturers are allocating a higher budget for conveying equipment and maintenance in 2023. This increase is attributed to a shift in consumer behaviour, with more customers opting to have meals at home due to Covid-19.
HOW DO BELT CONVEYORS BENEFIT THE PROCESS?
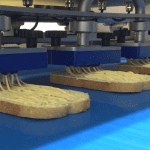
As a food processing manufacturer, you have various options when it comes to selecting conveyors for your operations. Among the different types available, one of the most common and straightforward choices is the belt conveyor.
This type of conveyor functions by utilising a loop of flexible material that stretches between rollers, allowing for the smooth movement of items. For instance, Millitec offers various belt conveyors that employ a belt made of polyurethane (PU) material, known for its durability and suitability for food processing applications.
Here are some benefits of using belt conveyors:
01. INCREASING EFFICIENCY & CONSISTENCY
One of the most significant advantages of implementing belt conveyors in your food processing workflow is their substantial boost to your business's efficiency and productivity.
By incorporating conveyors, you can reduce workers' need for manual carrying or transportation of materials and products. This enhances efficiency and ensures a consistent workflow by minimising the potential for human errors. With belt conveyors streamlining your operations, you can achieve higher output rates while maintaining a reliable and error-free production process.
02. IMPROVING WORKFLOW & PRODUCT QUALITY

As mentioned in the first point, belt conveyors can reduce labour-intensive tasks. Therefore, they can improve the workflow by reducing delays and ensuring a smooth and stable production process. In addition, one of the most significant advantages of belt conveyors is that there would be virtually no degradation of your product caused by conveying, promising a consistent and precise movement of items while ensuring high quality.
03. ENSURING FOOD SAFETY & HYGIENE
Hygienic is especially important both for businesses and customers; conveyors can enhance food safety and hygiene standards in the food processing industry. Unlike manual handling, which carries a higher risk of contamination, conveyors offer a system that minimises the contact between food products and human hands.
Additionally, regular cleaning can be implemented to maintain a hygienic conveyor system, further minimising the risk of bacterial growth, and maintaining food safety standards.
MILLITEC'S FOOD CONVEYOR LINES

Millitec surpasses expectations with its comprehensive range of food conveyors. Our conveyors are designed with easy stripping capabilities, ensuring hassle-free cleaning and impeccable hygiene standards throughout food production.
We recognise the importance of seamless integration with existing automation systems and meeting unique business requirements when upgrading or installing a new conveyor system. That's why Millitec offers a diverse selection of sizes and customisation options, guaranteeing a perfect fit for your business.
To learn more about our conveyors, feel free to contact us. We can evaluate your current production line and offer tailored recommendations for the conveyor system that will best suit your needs. Don't hesitate to reach out and discover how Millitec can optimise your food processing operations.



Comments are closed for this post.